
Introduction
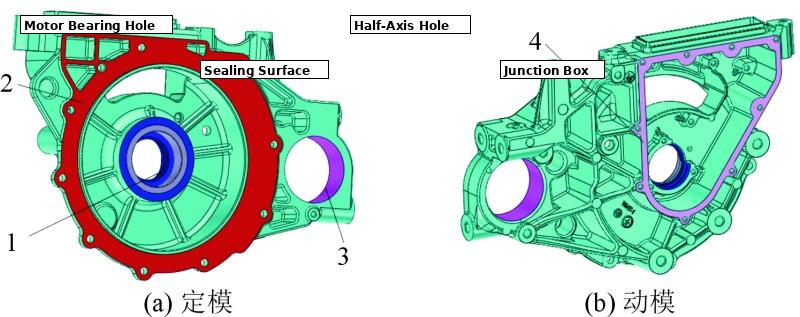
The motor end cover is a critical component in New Energy Vehicle (NEV) power drive systems, supporting the motor rotor and securing the stator while preventing external contaminants from entering. This component demands exceptional structural strength and airtightness quality, with bearing holes formed through local inserts—adding complexity to mold design and process optimization.
Product Specifications
The NEV motor end cover analyzed in this study features:
- Dimensions: 397.98 mm × 91.48 mm × 286.46 mm
- Weight: 5.71 kg
- Material: ADC12 aluminum alloy
- Wall Thickness: Average 8.06 mm (max 33 mm, min 4 mm)
- Projection Area: 74,759 mm²
- Bearing Insert: 45# steel, quenched, HRC 24-30
Quality Requirements:
- All dimensions must meet assembly specifications
- Motor mating surface and junction box cover installation surface require sealing
- Airtightness test: 22 kPa pressure, leakage <5 mL/min
- No visible burns, scratches, burrs, or flash on radius positions
Technical Challenges
1. Uneven Wall Thickness Distribution
The product exhibits significant wall thickness variation across different regions, requiring strategic gate placement to ensure sufficient aluminum filling in thick-wall areas.
2. Porosity Elimination
Initial production revealed persistent porosity issues in various locations:
- Thin-wall positions: Square hole side walls (2.8 mm) at the water tail end
- Thick-wall positions: Dense porosity at casting ends
- Inlet positions: Porosity near semi-axis holes
3. Gas Entrapment in Restricted Areas
The square hole structure, located centrally with no overflow well access, creates gas entrapment challenges with poor aluminum flowability.
Process Optimization Solutions
Gating System Design
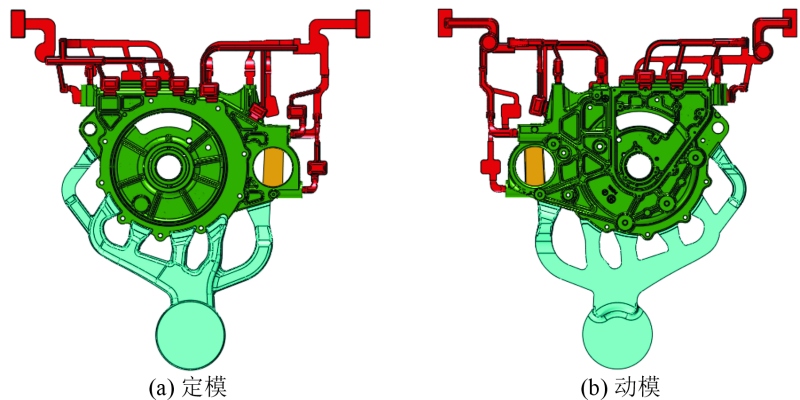
Based on structural analysis, gates were positioned on the opposite side of Slider 1:
- 4 internal gates on the machining end face
- 1 additional gate on each non-machined side for enhanced filling
- Bridge passages at outer circular holes
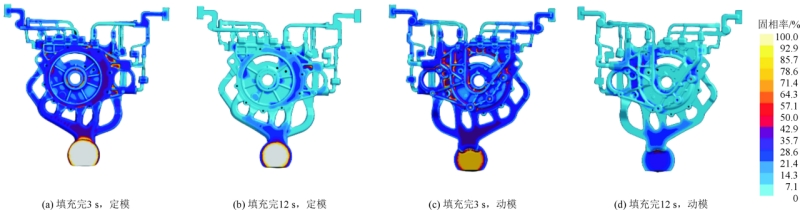
Numerical Simulation Analysis
Using Magma software with the following parameters:
| Parameter | Value |
|---|---|
| Pouring Temperature | 680°C |
| Mold Temperature | 250°C |
| Injection Speed | 4 m/s |
| Filling Time | 44 ms |
Simulation confirmed proper filling sequence with thick-wall regions filling first, meeting product requirements.
Cooling System Design
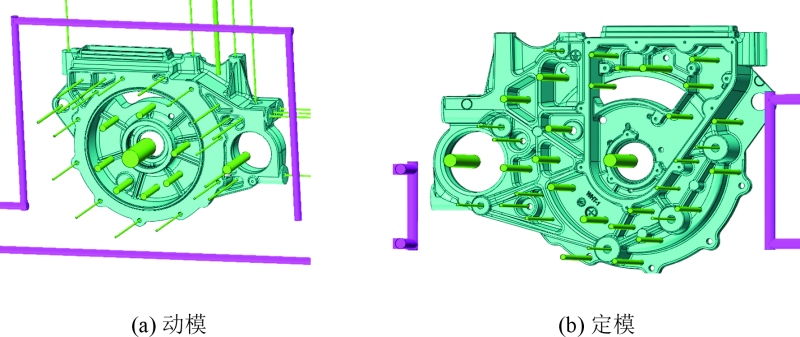
- Direct cooling channels around product perimeter
- Point cooling at critical locations
- Point-cooled pins for cores ≥5 mm diameter
- Enhanced cooling at thick-wall sections to prevent shrinkage porosity
Porosity Remediation Measures
For Thin-Wall Positions:
- Insert venting through mold block joint surfaces
- Local wall thickness increased from 2.8 mm to 3.8 mm
For Thick-Wall Positions:
- Local point cooling added at exposed machining surfaces
- Increased surface dense layer thickness to reduce machining exposure risk
For Inlet Positions:
- Added separate feed channel avoiding core pin interference
- Disconnected bridge passage to prevent reverse flow entrapment
Production Results
Using a 16,000 kN die-casting machine with optimized parameters:
- Plunger diameter: 120 mm
- High-speed position: 420 mm
- High-speed velocity: 4.2 m/s
- Boost position: 560 mm
After implementing all remediation measures, X-ray inspection confirmed significant porosity improvement, reducing defect rates and meeting stringent quality standards.
Conclusion
Successful development of NEV motor end cover die-casting requires a holistic approach combining numerical simulation, optimized gating design, and targeted cooling strategies. Through systematic analysis and iterative process improvement, X-DIECASTING TECH demonstrates expertise in solving complex die-casting challenges for the electric vehicle industry.
For technical inquiries, contact X-DIECASTING TECH at [email protected]
Reference: This article is adapted from “Die-Casting Process Development for NEV Motor End Covers” by Liao Jianqiang, Guan Weijian, and Xiao Houtao, originally published in Special Casting & Non-Ferrous Alloys journal, and reprinted via Die Casting Weekly (www.yzweekly.com).