
Understanding Slag-Gas Porosity Formation in Aluminum Die Casting: Key Insights for Flux Optimization
Slag-gas porosity remains one of the most persistent defects in aluminum die casting operations. Understanding its formation mechanism is critical for optimizing flux application, ceramic filter selection, and degassing processes—all essential components of X-DIECASTING TECH’s consumables portfolio.
The Slag-Gas Coupling Phenomenon
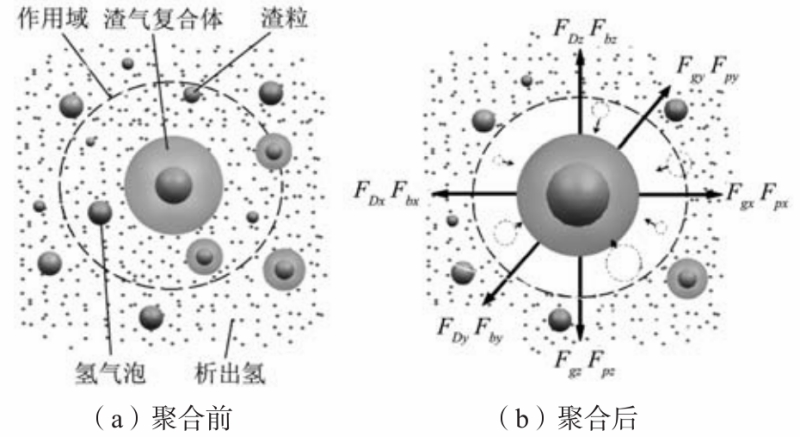
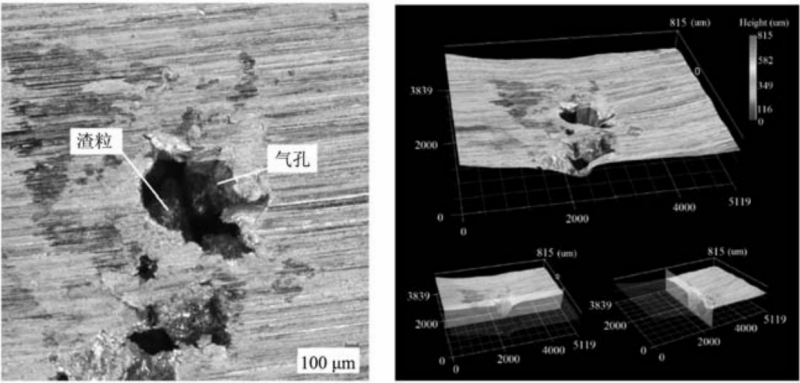
Unlike simple gas porosity or isolated slag inclusion, slag-gas porosity represents a composite defect where inclusions and hydrogen bubbles interact dynamically. Research reveals that hydrogen—the primary dissolved gas in aluminum—preferentially nucleates on inclusion surfaces rather than forming independent bubbles. This “slag-gas coupling” creates floating composite particles that significantly influence defect distribution.
Critical Process Implications
- Flux Application Timing: Effective flux treatment before pouring reduces inclusion content, thereby decreasing nucleation sites for hydrogen bubbles
- Ceramic Filter Placement: Properly positioned ceramic filters capture larger slag-gas composites before they enter the mold cavity
- Degassing Efficiency: Reduced inclusion content lowers hydrogen adsorption potential, making degassing operations more effective
Defect Distribution Patterns
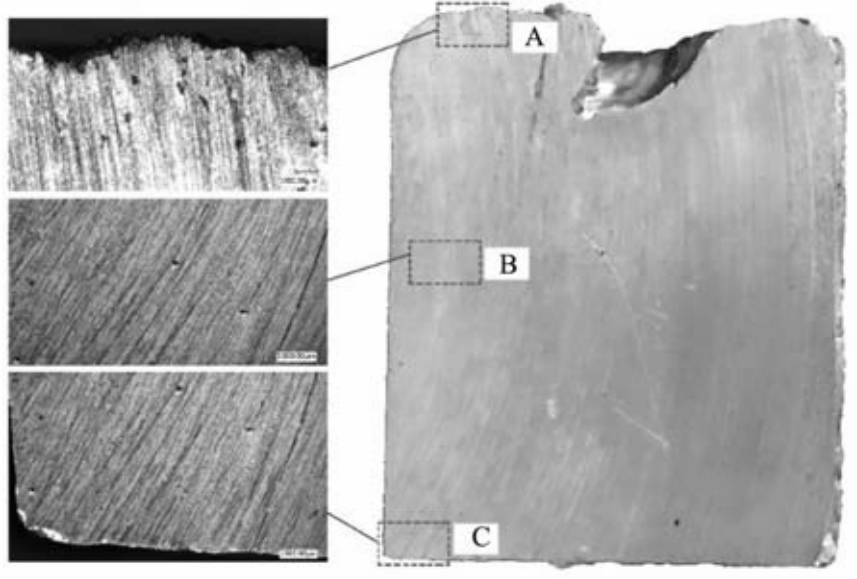
Slag-gas composites exhibit characteristic upward migration during solidification. As hydrogen continuously adsorbs onto inclusion surfaces, composite density decreases, promoting flotation toward casting top regions. This phenomenon explains why slag-gas porosity typically concentrates in upper casting sections—a critical consideration for quality control sampling protocols.
Practical Recommendations
- Apply fluxes at optimal temperature windows to maximize slag removal efficiency
- Install ceramic filter boxes at gating system transition points
- Implement rotor degassing combined with flux treatment for superior melt cleanliness
- Conduct X-ray inspection focusing on casting upper regions for slag-gas defect detection
Conclusion
Effective slag-gas porosity control requires a holistic approach integrating proper flux selection, ceramic filter implementation, and optimized degassing timing. X-DIECASTING TECH provides comprehensive consumable solutions—including high-performance fluxes, ceramic filter boxes, and degassing equipment—to support quality-focused die casting operations.
For technical consultation on flux optimization and slag-gas defect reduction, contact [email protected]
Note: Portions of the technical insights in this article are adapted and translated from YZWeekly.com, a leading news source for the Chinese die casting industry.